Total Productive Maintenance (TPM), is a team based effort to build quality into equipments, a set of strategic and systematic initiatives to out-perform in terms of productivity of the manufacturing set-up, a focused approach to eliminate waste and losses from the system, a result of inherent urge to reduce the chance of potential accidents and at the same time offering a better, healthier, safer work environment. TPM initially conceptualised to be a concentrated shop floor practice, has underwent numerous changes time to time, and today has become a way of doing business.
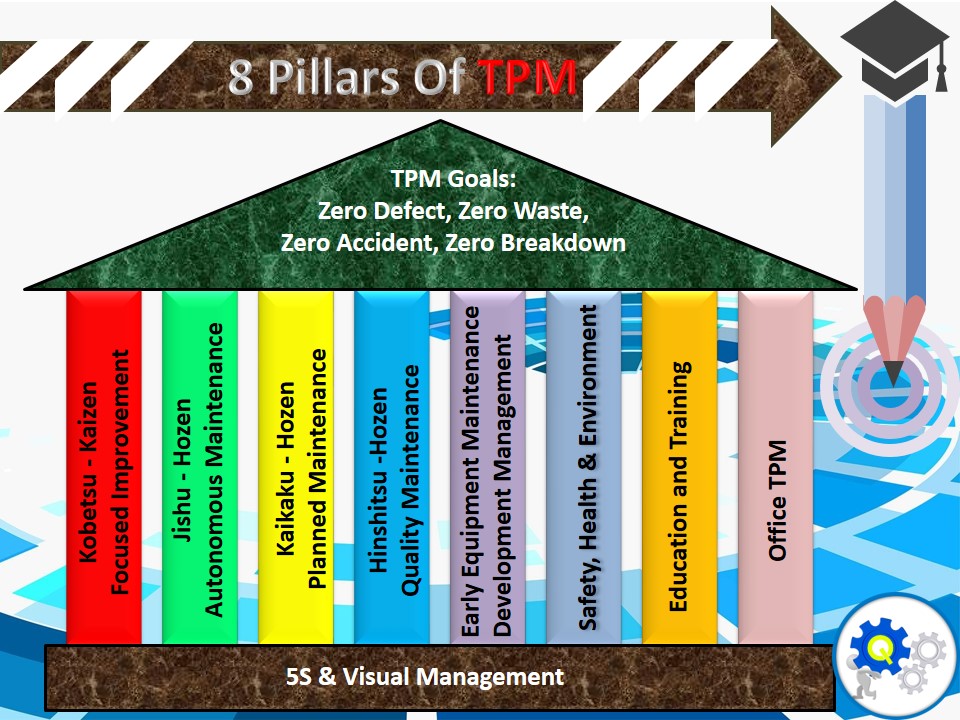
With all new amendments and changes the concepts "Total Productive Maintenance" stands on 8 pillars which are also being globally accepted. Concepts of TPM challenges the traditional course of thought process that was advocating the clear distinction of roles between production personnel and maintenance personal and instead promotes the concept of shared responsibility between the personnel's of both the function. This shift in the direction of thought process creates a sense of ownership and brings in greater level of involvement. TPM emphasises more proactive and preventive maintenance to maximise the operational efficiency and achieve optimum equipment effectiveness. In a TPM practising set-up people are the center of system and one point must remain clear that improved productivity nowhere does mean that it will have an adverse impact on employability of the organisation. The 8 pillars of TPM ensures only improved efficiency, effectiveness of machines and equipments along with improved manpower productivity through continuous training and development. TPM practices calls for four zeros, that are "Zero Breakdown", "Zero Defects", "Zero Accidents" and "Zero Wastage/ Leakages".
The 8 pillars of TPM are a structured set of principles, and should not be misinterpreted as set of random tools and techniques implemented in a haphazard manner. Instead, these pillars are highly strategic and are aimed to proactively improving the reliability of the set-up. The 8 Pillars are detailed below:
- Kobetsu Kaizen (KK) i.e focused improvements or known as individual Kaizens
- Jishu Hozen (JH) i.e. autonomous maintenance
- Kaikaku Hozen (KH) i.e. planned maintenance
- Hinshitsu Hozen (HH) i.e. quality maintenance
- Early equipment maintenance or development management
- Safety, Health and Environment (SHE)
- Education and Training (E&T)
- Office TPM
 |
| Fig.1 The 8 Pillar Structure of Total Productive maintenance |
A small description of the 8 pillars of Total Productive Maintenance are given below. Along with the pillars an abrupt idea of "Management Index", "Activity Result Index" and "Activity Index" has been shared during detailing of each pillar.
1. Kobetsu Kaizen (KK) i.e. Focused Improvements or Individual Kaizens :
Kobetsu Kaizen of focused improvement pillar combines the collective talents of the company, establishes a platform of knowledge sharing and helps building a improvement oriented culture through engagement of employees. Here is how it works,
- A culture of Kaizen is established to in order to guide the creative energy of employees towards small or incremental improvements. Continuous practice of Kobetsu Kaizen results into increase of the overall efficiency of the equipment's and simultaneously helps the organization to achieve a state of zero loss due to equipment down times and a condition of zero defect and zero accident is ensured.
- Concept of small group activity is implemented in this pillar. Small cross functional teams are formed to bring-in improvements in the system. The use of cross-functional/ multi disciplinary teams are very important so as to have a large and varied number of employees are engaged and they are able to share different set of experiences and viewpoints on a single table.
 |
| Table 1: An example of management index, activity result index and activity index for Kobetsu-Kaizen |
2. Jishu- Hozen i.e. autonomous maintenance : Jishu Hozen or autonomous maintenance is a concept that eliminates the boundaries of traditional distinction in terms of role of machine operators and shop floor maintenance personnel's. Traditional belief system was that the machine operators role is only to take care of the production through a machine or equipment and checking the machine health and keeping it ready for regular production is the responsibility of the maintenance personnel. But Jishu- Hozen has not only over ruled the idea but also has changed over the mind set from "I operate, you maintain", to "I operate, I own and I maintain".
The Operator is the best person to judge the machine health (from abnormal noise or vibration, or by analysing the change in output, electrical fluctuation and/or abnormal sensor functioning etc.), and to take care of it, as he gives most of the time to the particular machine or equipment. Under JH pillar, a machine operator does, " Self-initiated maintenance of the machine " concentrating on basic cleaning of the machine parts, lubricating and oiling the parts that rub during operation, tightening of nuts and bolts, checking oil level/ temperature level or other important parameters , inspecting and diagnosing for potential problems and taking relevant actions that increases the productive life of machines or equipment.
Jishu Hozen pillar brings with it following advantages:
 |
| Fig.3. Benefits of Jishu-Hozen |
- It gives the operator a greater sense of ownership of their equipment and in most of the cases sense of ownership turns in to sense of responsibility. The operator becomes more responsible and concerned about the condition of the machine/ equipment, with which they work on daily basis.
- The operators knowledge about the equipment/ machine increases and they gain a general understanding of the working of the machine/ equipment, and thus helps in achieving the target of multi-skilling at organization level. The operator also learns 7 steps of Jishu-Hozen (to know more on 7 steps of JH Please click on the link: Link under preparation), that helps to up-keep the performance level of the machine and achieving the target of zero down time.
- Machine/equipment continues to perform at its optimal level because the cleaning and lubrication and all other activities related to JH check sheet is taken care by the operator on regular basis.
- Identification of the emergent issues are done way before they can go out of control leading to major breakdown of equipment.
- As the above mentioned benefits starts getting realized, after implementation of Jishu-Hozen in the shop-floor the maintenance staff on the other hand, gets more time to concentrate on major critical issues which requires special technical ability or skill. This also helps them to focus on the scheduled or planned maintenance activities of the plant which means uninterrupted production (breakdown free) as per schedule is also achieved.
 |
| Table 2. An example of management index, activity result index and activity index for Jishu-Hozen |
|
3. Kaikaku Hozen (KH) i.e. planned maintenance: Kaikaku Hozen or planned maintenance is basically a planned scheduling of maintenance activities based on the observed behaviour of the machines/ equipment's such as machine failure rate, age of the machine and past trends of failures of critical spare parts. Planned maintenance is always carried out on a pre-intimated schedule. The only support form production function needed is that they should have prepared adequate inventory to allow the planned maintenance to be carried out in a routine.
By scheduling planned maintenance activities scientifically (i.e. fact based, which means considering past data, Meantime between failures, spare replacement schedule given by machine manufacturers or by developing base lines considering past failures), a series of breakdowns can be broken and thus contribution to machine reliability and ensuring longer service life of the machines. These activities always improve the machine availability rate and supports in continuing uninterrupted production.
 |
| Fig.4. Benefits of Planned Maintenance |
There are many benefits of taking planned maintenance approach over the traditional reactive approach:
- This approach of scheduling planned maintenance activities, significantly reduces the unplanned stoppages
- This enables production team to continue with production processes as they are already intimated and updated on exactly at what time maintenance activities are scheduled. At the same time, it enables maintenance team to plan maintenance activities at times when machine/ equipment is not scheduled for production.
- Reduces inventory through better control over planned purchase of wear-prone and failure-prone critical parts and and there by reducing inventory carrying cost.
- Helps to establish simultaneous control on purchase of costly critical parts.
 |
| Table 3. An example of management index, activity result index, activity index for Kaikaku-Hozen. |
4. Hinshitsu Hozen (HH) i.e. quality maintenance: Hinshitsu Hozen or quality maintenance pillar is all about ensuring continuous production of defect free products by detecting and preventing the errors during ongoing production process itself. It calls for establishing higher levels of error detection and error prevention mechanisms and thus prevents defect from moving down the value chain and intern leading to reduction of rework and the cost associated to it.
To achieve the goal of zero defect, an organisation may establish higher levels of monitoring and maintaining mechanism to critically control process parameters and at the same time taking measures like :
- Adherence monitoring to optimum process parameters during set-up approval and even during running condition by usage of sensor and visual display or interactive indicative mechanism
- Monitoring the CPK (Process capability index) values to have a monitoring whether the process is capable to continue to manufacture. This helps in predicting the possible quality defects by reviewing changes in measured value ( may be plotted on a run chart or X-bar R Chart). This also gives a prediction of capability and stability of the process.
- Deterioration restoration of the running machine / equipment within time-line
- Ensuring periodic calibration of measuring and inspection instruments.
- Implementing automatic monitoring mechanisms like JIDOKA, ANDON system to detect and report abnormal conditions and thereby reducing operator / manual dependency form detection process.
- Imbibing the culture of problem solving among the work-force through training and development so that they are able to get in to the habit of finding root cause instead of rushing directly to the solution that are not permanent or sustainable in nature. Training of systematic problem solving, 7QC Tools and New 7 Management (known as N7 tools) etc., may be very helpful in this regard.
 |
Fig.5. Structured Problem Solving Approach used for Quality Issues
|
Hinshitsu Hozen i.e. quality maintenance offers a lot of advantage to an organisation which practices it systematically. Some of the benefits are as below :
- Systematic solution to chronic and sporadic quality issues with permanent and sustainable countermeasures brings down the rejection and rework cost and helps in enhancing customer satisfaction.
- Cost of poor quality, warranty failures reduces and increases the first time right quantity.
- Defect detection mechanisms stops most of the defects and errors moving down through the value stream resulting in bringing down the efforts in rework and correction.
 |
| Table 4. An example of management index, activity result index and activity index for Hinshitsu-Hozen |
5. Early equipment maintenance or development management : The pillar uses the experience and learnings gathered from previous maintenance improvement activities and uses them during the new machine purchase and installation and helps in making sure that the new purchased machinery /equipment reaches its optimal performance much early than usual. Selection process of machine / equipment is highly important to achieve the status of zero break down, zero accidents and zero defects. Maintenance prevention for a machine, if achieved, it directly impacts the life-cycle cost or running cost of the machine from the very initial stage (i.e. from the day of commissioning). It not only reduces the vertical start-up time (the time taken from conceptualisation of the machine to complete installation and commissioning i.e till handing over to production) but also ensures long term machine reliability and this approach has a positive impact on the profitability of the company as maintenance costs are drastically lowered. Maintenance process of the new machine also becomes simpler and robust because of multiple reviews and employee involvements prior to installations.
Below factors needs to be considered during early equipment maintenance:
- Ease of cleaning, lubrication and inspection of the machine /equipment
- Accessibility of the parts of the machine/ equipment
- Ease of operation of the machine from the ergonomic aspects of the machine e.g. the machine has ergonomic placing of control points in such a way that they are comfortable to be used by the operator.
- Ease of change-over (e.g. easy adjustments for model change or varied dimensions) from the perspective of clamping, de-clamping, quick adjustments and easy setting change etc.
- Ease of understanding and reacting to the feedback mechanisms, visual or sound indicators.
- Adequacy of safety features such as light curtains, auto stoppage mechanisms and safety sensor systems etc.
In most of the cases, during machine purchase, above mentioned points are taken care and looked at, but if there are some bugs observed during trial run, the errors must get resolved before complete installation or commissioning.
 |
| Fig. 6. Benefits of Early Equipment Maintenance or Development Management |
Apart from purchasing of new machine / equipment development management pillar also talks about new product development and ensuring its its performance and reliability. In case of new product development management, it is essential to have a strong product pipeline, product development standard plan with stage wise validation at critical stages, change point management, strategies to achieve cost targets. Monitoring the involvement of multidisciplinary team, monitoring the effectiveness of development plan effectiveness in terms of achievement of stage wise targets and cost targets is also a part and parcel of development management. Thus "Development Management " pillar calls for a complete product development ecosystem to function in a multidisciplinary approach.
6. Safety, Health and Environment : The target of this TPM pillar is to provide a safe, risk & hazard free work environment to the operators and all the conditions that has the potential to harm their well being is eliminated. Zero accident is the to most priority and that has to be achieved by -
- Awareness building and emphasising on the safe work practices with in the shop floor.
- Introducing "Built-in safety mechanisms" in the equipment / machines and and regularly checking their performance.
- Periodic checking and testing of the safety buzzers, alarms, other safety equipment's such as fire extinguishers, hoses, nozzles etc.
- Establishing the process of regular identification of potential hazards, such as fire load calculations, verification of safety exits, conducting safety audits, mock drills etc. and ensuring immediate closure of the potentials of improvements identified.
- Practising of generating engineering solutions and establishing POKAYOKES for preventing potentials of accidents.
- Registering and monitoring unsafe conditions, unsafe acts and near-miss cases along with all major and minor accidents and closing all potential hazards.
- Awareness building about personal safety, health and hygiene, usage of personal protective equipment's (PPE's), LOTO ( lock out tag out ) systems, usage of fire fighting equipment, first aid treatments and other relevant topics through regular training. Kaiken Yochi Training ( to understand the details plz click on the link : Link Under Preparation) for hazard identification and closure may also be added to the list of training programs. 100 % employees must be covered under the safety awareness training programs.
- Safety KAIZEN's must be appreciated and practised in the organization.
- Ensuring the availability of important safety items, such as Medical Kits, First Aid Boxes, Specific medicines, fire extinguishers of required category etc.
- Adherence level to the legal requirements must be periodically verified with in the organization.
 |
| Fig. 7. Safe work practices |
Apart from Safety, the health aspect of all the employees are also given priority in TPM, in order to ensure higher employee productivity, higher morale and healthier association with the organization. In this regard the organization may conduct -
- Periodic health assessment of all the employees,
- Periodic assessment of the working conditions.
- Ergonomic study and closure potential health hazards,
- Health and hygiene audits and closure of the observed points
- Adherence verification to the government, legal and statutory norms
From environment perspective a TPM practicing organization must be very much responsible. Apart form having a good , healthy and engaging work environment, a TPM practicing organization may be practicing some special environment refinement practices such as -
- Adherence to the local environmental norms e.g. precipitation level monitoring, waste disposal and waste water treatment etc.
- May practice creating a green zone around the manufacturing set-up
- May adopt environment friendly practices e.g. Ground water (Rain) harvesting
- May practice legal body certification e.g. pollution control certificates etc.
A cross functional team may be formed for conduction of audits and assessments and special purpose teams may be formed to arrange closure of the potential risks and hazards and their periodic verification.
 |
| Table 5. An example of management index, activity result index and activity index for Safety, Health and Environment Pillar of TPM |
7. Education and Training (E&T) : Education and training is one of the most important aspect of TPM . It is always very important to know the machine, equipment and processes thoroughly, specially when an organization is a TPM practicing organization.
Continuous education and training is essential to raise the skill level and awareness of the operators and supervisors, to refresh, reinforce and update their knowledge to keep pace with the changing technology.
Training requirement identification and skill gap verification may be some of the basic tools that gives a primary idea of skill and learning gaps. The knowledge gap identification must be having a futuristic and strategy guided view point. For each of the employee, there should be a training record keeping and training effectiveness verification methodology. Train the trainer programs may also be organized to create a pool of internal trainers for the organization. Subject matter experts may also be used to percolate and share knowledge cross-functionally based upon priority and need.
 |
| Fig.8 . Importance of Education and Training Pillar |
|
Different training programs may be designed to cater to the grade wise and function wise training requirements. Some example are given below -
- The production operators may be trained on maintenance skill so that they become self sufficient for tackling regular machine problems. Even they may be trained to a level where they are able to carryout basic maintenance activities, Jishu-Hozen activities etc for which they were earlier dependent on maintenance team.
- Employees may be trained on structured problem solving techniques, Kaizens, 7 QC tools and 7 Management tools etc to build a culture of problem solving with in the organization.
- The maintenance personnels may be taught on higher level skills such as preventive maintenance, POKAYOKE and other analytical skills, which will help them to become proactive problem solvers.
- Managerial cadre employees may be trained to become competent mentors to their juniors as well as they can become trainers and coaches.
To have a successful "Total Productive Maintenance", concept deployment the education and training pillar must be given a very high level of importance.
 |
| Table 6. An example of management index, activity result index and activity index for Education and Training pillar. |
8. Office TPM : Maximizing the overall performance of the organization by spreading the TPM principles to the administrative and office functions is the objective of Office TPM Pillar. The functions apart form production may include Planning, Finance, Accounts, Administration, Engineering, Labs and testing centers, Material procurement and even Sales and services. In this way 100% employee engagement is achieved and all the functions starts speaking a common language. The tools of TPM that can be incorporated are 5S (to Know more click on the link:
Link under preparation), KANBAN (to Know more click on the link:
Link under preparation), Lean (to Know more click on the link:
Link under preparation), Inventory Management (to Know more click on the link:
Link under preparation) etc.
As these are all mainly are supportive functions, they need to understand that practicing the TPM principles (as mentioned above) will make their operations easy and at the same time would enable them to provide efficient services to the main value creating processes which are their internal customers. Spreading the TPM practices into other functions will remove the silo mindset and encourage a the culture of horizontal cooperation among the workforce.
 |
| Fig.9. Benefits of practicing Office TPM |
Implementation of TPM principles have shown direct impact on many aspects such as 5S of the offices, reduction of order processing time, on time payment processing, scheduling, development lead time, FIFO in the material and order processing, and inventory management etc. which has direct impact on the profitability of the organisation.
 |
| Table 7. An example of management index, activity result index and activity index for Office-TPM pillar |
Thus if you look at the Total Productive Maintenance" Pillars, individually each has its own role, and each needs a stand alone distinct strategy to be implemented, but as an organisation, the aim should be to implement each of the pillar to its maximum extent, following the sequence as detailed in my last blog -
"12 steps of TPM Implementation Program" so as to receive the maximum benefits of TPM Implementation program.
To conclude, a complete overview of 8 pillars of TPM is summarized below to give you a quick and clear glimpse:
 |
Fig. 8. A quick overview of the 8 pillars , details of the pillar and how the pillars helps the purpose of TPM
|
Hope you will like this blog. I appreciate the humble support of one of my friend Mr. Akash Aggarwal, who has supported me in preparing the photographs for this blog. In my next blog I will discuss on the 7 Steps of JH (Link: Under preparation). Thank you very much for your support. Kindly drop your feed backs and suggestions in the comment section below.
... To be continued!